
Hogyan válasszuk ki a szűrőzsák szivárgási megelőzési folyamatot?
2024-09-27
Mint már említettük, három eljárás van, amelyeket elkerülni kellszűrőzsákszivárgás. A forró olvadékkezelés a legjobb módszer, olcsó és jó szivárgásmegelőzési hatással. Ha a forró olvadékot nem lehet használni, hogyan kell kiválasztanunk a fennmaradó két folyamatot? A széntüzelésű erőművek füstgázának példa szerint a következők a bevonási folyamatot és a PTFE szalagos folyamatot a hőállóság és a sav-korrózióállóság két aspektusából, amelyek referenciát adnak a szűrőzsák szivárgásmegelőzési intézkedések kiválasztására.
1 PTFE szalag hőállóság
A széntüzelésű erőművek füstgáz hőmérséklete általában 100 ° C felett van, és bizonyos speciális munkakörülmények között elérheti a 170 ° C-ot, és a pillanatnyi üzemi hőmérséklet akár 200 ° C felett is elérheti. A termikus erőművekben használt szűrőzsákoknak képesnek kell lenniük magas hőmérsékletű környezetben. A tényleges munkakörülmények magas hőmérsékleti környezetének szimulálására az 5 × 5 cm-es specifikációval rendelkező tesztmintákat magas hőmérsékletű sütőbe helyeztük, és megjelenési változásukat megfigyeltük 200 ° C-on végzett hőkezelés után 24 órán keresztül. Amint az a 2.1. Ábrán látható, a ragasztóbevonat és a PTFE szalagos eljárás által kezelt minták összehasonlításából és után a magas hőmérsékletű kezelés előtt és után látható, hogy a ragasztó bevonatú minta megjelenési színe kissé megfordult, de a tömítőanyagot szilárdan ragasztottuk a szűrőanyag-szubsztráthoz; Míg a PTFE szalag jelentősen csökkent, és a nyilvánvaló sötét sárga anyagok kiszivárogtak a PTFE szalag széléből. Ezért megmagyarázható, hogy a PTFE szalag és a varrás fúziója nem a PTFE és a szubsztrát termikus fúzióján alapul, hanem a ragasztó tapadásán, és az ilyen típusú ragasztó nem alkalmas a magas hőmérsékletű környezetre.
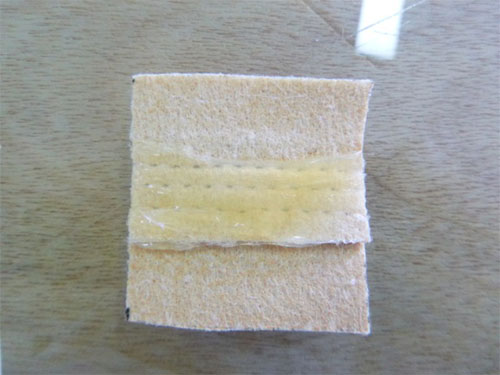
1. ábra A minta magas hőmérsékletű kezelés után (a felső kép ragasztóval van bevonva, az alsó kép PTFE szalagot mutat)
2 savas korrózióállóság
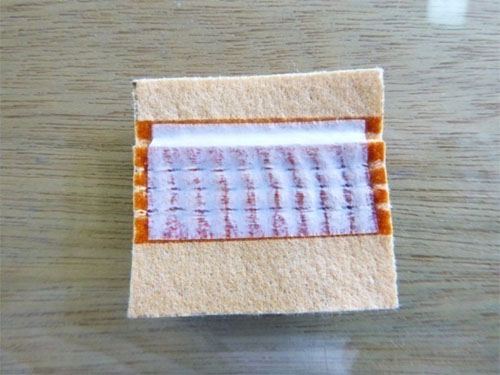
A ként a szén megégetésekor állítják elő, majd az oxidáció és a vízzel való érintkezés után erős korrozív tulajdonságokkal rendelkező kénsav képződik, amely bizonyos hatással lesz a tömítőanyagra és a PTFE szalagra, amelyet a csapok lezárására használnak. Annak érdekében, hogy a sav -korrozív környezetet tényleges munkakörülmények között szimuláljuk, egy 5 x 5 cm -es specifikációval rendelkező mintát 35% -os kénsav -oldatba helyeztük, és megfigyeltük szignifikáns változásokra 24 órás merítés után. Amint az a 2.3. Ábrán látható, a ragasztóval kezelt minta megjelenése a kénsav -oldattal való érintkezés után nincs nyilvánvaló színváltozás, és a kolloid kissé ragacsos, de a tömítőanyag szilárdan tapadhat a szűrő anyag szubsztrátjához; A PTFE szalaggal kezelt mintát a kénsav -oldattal való érintkezés után leválasztják, és majdnem elválasztják a szűrő anyag szubsztrátjától. Ennek oka lehet, hogy a PTFE szalag ragasztója nem ellenáll a savas korróziónak, ami a PTFE szalag lepattanásához vezet. Ezért helyénvalóbb a ragasztó bevonási folyamatot alkalmazni olyan mérnöki alkalmazásokban, ahol a PTFE szalagok hajlamosak az erős savas korrozív környezetben levágni, ami a lyukas tömítés meghibásodásának és a porszivárgásnak a kockázatához vezet.


2. ábra A minták a kénsav -kezelés után (a felső kép ragasztóval borítva, az alsó kép PTFE szalagot mutat)
Összegezve, a kísérleti összehasonlítások azt mutatják, hogy a ragasztó bevonási folyamat hő- és savállóságának jobb, mint a PTFE szalagos folyamat.
3. Tipikus esettanulmány
Egy éves használat után az ügyfél PTFE szalaggal ellátott szűrőzsákja sok problémát okozott.
Észrevettük, hogy aszűrőzsákSzámos PTFE szalagos duzzanat volt és kifelé dobott. Ez a lyukon, a táskafejen, a táska testén és a táska alján volt. A 3.1. Ábra a PTFE szalag duzzadását mutatja a táska testében. A szalag duzzad, leesik és sok port hagy benne. Amikor mikroszkóp alatt néztük rá, láthattuk, hogy a por a lyuk szélére terjedt, és bejutott a helyi pinlyukba.


3.1.
4 Következtetés
A szűrőzsák mint a táskaszűrő mag eleme,szűrőzsákA lyukon lévő varrások porszivárgásnak tűnhetnek a túlzott kibocsátások által okozott porszivárgás kockázatának csökkentése érdekében, és meg kell ragadni a szűrőzsák szivárgási előállításának forrásától, hogy megfeleljenek a szűrőzsák varrási preferált olvadási folyamatának használatának követelményeinek, ha nem lehet használni a forró olvasztási folyamatot a véséshez, választhatjuk az adhéziós szerelési folyamatot. A kísérleti eredmények azt mutatják, hogy a ragasztó bevonási folyamat jobb hőállósággal és sav -korrózióállósággal rendelkezik, mint a PTFE szalagos folyamat. Ezenkívül fennáll annak a veszélye, hogy a PTFE szalag leereszkedik és a por behatolása a lyukakon a PTFE szalag gyakorlati alkalmazásában. Ezért, ha a forró olvadék eljárást nem lehet használni, akkor egy megbízható, erős ragasztó bevonási folyamatot kell választania, a PTFE szalagos eljárásnak a megválasztásának óvatosnak kell lennie.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy