
A szűrőzsák szivárgásmegelőzésének lehetőségei a széntüzelésű erőművekben: A ragasztó bevonási folyamat és a PTFE szalag alkalmazási folyamatának összehasonlítása
2025-02-25
Általánosságban elmondható, hogy a hot-olvadékot részesítik előnybenszűrőzsákSzivárgásmegelőzés, és ha a hot-olvadékot nem lehet használni, akkor a ragasztó bevonat vagy a PTFE szalagos folyamatot lehet választani. A széntüzelésű erőművek komplex füstgáz-körülményei és kemény környezete miatt kiértékeljük a ragasztó bevonási folyamatot és a PTFE szalagos folyamatot a hőállóság és a sav-korrózióállóság szempontjából, hogy referenciát adjunk a táska szivárgási megelőzési intézkedéseinek kiválasztására.
1 PTFE szalag hőállóság
A széntüzelésű erőművek füstgáz-hőmérséklete általában 100 ℃ felett van, egyes speciális feltételek elérhetik a 170 ℃-t, és a pillanatnyi üzemi hőmérséklet akár 200 ℃-t is elérheti. A magas hőmérsékleti környezet tényleges munkakörülményeinek szimulálása érdekében a magas hőmérsékletű kemencében elhelyezett 5 × 5 cm-es tesztminták 200 ℃ hőkezelése 24 órás állapotban, hogy megfigyeljük annak látszólagos változásait. Amint az az 1. ábrán látható, a ragasztó- és PTFE szalaggal bevont minták összehasonlításából a magas hőmérsékletű kezelés előtt és után látható, hogy a ragasztó bevonatú minták megjelenése kissé sárgássá vált, de a tömítőanyagot szorosan ragasztották a szűrőanyag szubsztrátjával; Míg a PTFE szalag nyilvánvaló zsugorodást hajtott végre, és a PTFE szalag széle nyilvánvaló sötét sárga anyagot adott ki. Ezért bebizonyítható, hogy a PTFE szalag fúziója és varrása nem a PTFE és a szubsztrát termikus fúziójától, hanem a ragasztótól függ, amely nem alkalmas magas hőmérsékleti környezetre.
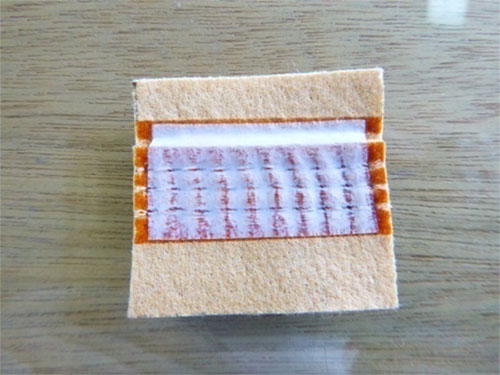
1. ábra: Minták a magas hőmérsékletű kezelés után (bal oldali kép ragasztóval, jobb kép PTFE szalaggal)
2. Savállóság
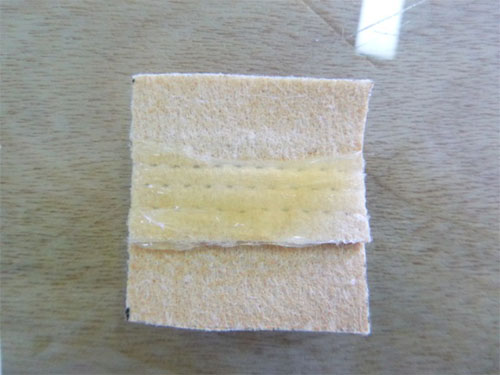
A szén ként égetik SO2 előállításához, majd oxidálva és vízzel érintkezve, hogy erősen korrozív kénsavat képezzenek, amely bizonyos hatással lesz a tömítőanyag és a PTFE szalagra, amelyet a lyuk tömörítéséhez használtak. A sav -korróziós környezet tényleges munkakörülményeinek szimulálására a 35% -os kénsav -oldatba helyezett 5 × 5 cm -es tesztminták specifikációja, 24 órában merítve, hogy megfigyeljük a látszólagos változásokat. Amint a 2. ábrán látható, a kénsav -oldat kezelése után a ragasztó bevonási eljárás által feldolgozott minták a szín megjelenése nem változik szignifikánsan, a ragasztó kissé ragacsos, de a tömítőanyag szilárdan rögzíthető a szűrőszubsztráthoz; A PTFE szalag feldolgozott mintái, amelyeket a kénsav-oldattal feldolgoztak, a PTFE szalag leesik, és a szűrőszubsztrát majdnem elválasztódik, ami a PTFE szalag ragasztójának oka lehet, hogy nem saválló, ami a PTFE szalag leeséséhez vezet. Ezért a mérnöki alkalmazásokban a PTFE szalag hajlamos a savas korrozív környezetbe esni, ami a lyuk lezárásának meghibásodását és a porszivárgás kockázatát eredményezi, így a ragasztó bevonási folyamat jobban alkalmas az erős savmarrótív környezetre.


2. ábra minták a kénsavval történő kezelés után (bal oldali kép ragasztóval bevonva, jobb kép PTFE szalaggal)
Összefoglalva: a teszt összehasonlításán keresztül megállapítható, hogy a ragasztó bevonási folyamat jobb hőállósággal és sav -korrózióállósággal rendelkezik a PTFE szalagos eljáráshoz képest.
3. Tipikus esettanulmány
A Hunan tartományi Hengyang városban található kazán, a PTFE szalagos eljárással kezelt szűrőzsákot használva az A gyártó pinwole -ban, 2016 szeptemberében üzembe helyezték, és aszűrőzsákvéletlenszerűen választottuk ki a teszteléshez és az értékeléshez 12 hónapos működés után.
A szűrőzsák külsejétől a szűrőzsák pinlyukot PTFE szalaggal lezárják, és a táska fejét, testét és alját a PTFE szalag többszörös duzzanása és hámozása mutatja. Amint a 3.1. Ábrán látható, a PTFE szalag duzzadt a táskatest helyi helyzetében. A PTFE szalag duzzadása és leesése miatt nagy mennyiségű por maradt a táska belsejében, és a mikroszkóp alatt megfigyelték, hogy a por a lyukak szélére terjedt, és a helyi csapok lyukaknak láthatók, hogy nyilvánvaló por beszivárog.


3. ábra PTFE szalag duzzanat a szűrőzsák helyi helyzetében (a bal oldali kép a teljes hatást, a jobb oldali képet a helyi mikroszkópos megnövekedés mutatja)
4. Következtetés
SzűrőzsákMivel a táskaszűrő alapkomponense, a szűrőzsák varrási lyukak porszivárgásnak tűnhetnek, hogy csökkentsék a porszállítás kockázatát, amelyet a túlzott szabványok kibocsátása okoz, meg kell ragadni a szűrőzsák szivárgásának előállításának forrásából, a szűrőzsák varrási eljáráshoz való felhasználásának követelményeinek felhasználásának követelményeivel, és az adagolási eljárást nem lehet használni, és nem használható az adagolási folyamat, és nem használható az adagolási folyamat, és nem használható a hőkezelő fúziós folyamatok, és nem használhatják a hőkezelő fúziós folyamatot. folyamat. A kísérleti eredmények azt mutatják, hogy a ragasztó bevonási folyamat jobb hőállósággal és sav -korrózióállósággal rendelkezik, mint a PTFE szalagos folyamat; És fennáll annak a veszélye, hogy a PTFE szalag leesik, és a por áthatol a lyukakon, amikor a PTFE szalagos folyamatot ténylegesen alkalmazzák. Ezért, ha a forró olvadékot nem lehet használni, megbízhatóbb ragasztási bevonási folyamatot kell használni, és a PTFE szalagos folyamatot gondosan kell kiválasztani.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy